青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线
![]()
15851577835

青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线![]()
15851577835

联系人:吴经理
电 话:15851577835
传 真:13969696572
地 址:青岛即墨区环秀街道后东城工业区
许多机械加工或金属矿山等行业都会出现带锯条,在施工过程中,很多人对带锯条的操作方法不了解,导致带锯条跑弯。所以带锯条的弯头处理方法有哪些呢?山东带锯条厂家带大家一起来看看!
有哪些修整带锯条的方法可供选择:
先将L、H油针分别调紧,再松半圈。接着排出空气,让汽化器内的油流出来,接着几下火,如果有油就证明电路有问题,建议更换火花塞。如果仍然不能,就只能换线圈了。五、六次拉火,假如不响机,取下火花塞看看是否上了油。反观油箱盖,油管过滤器,化油器是否堵塞,漏气等。
怎样选择带锯条?
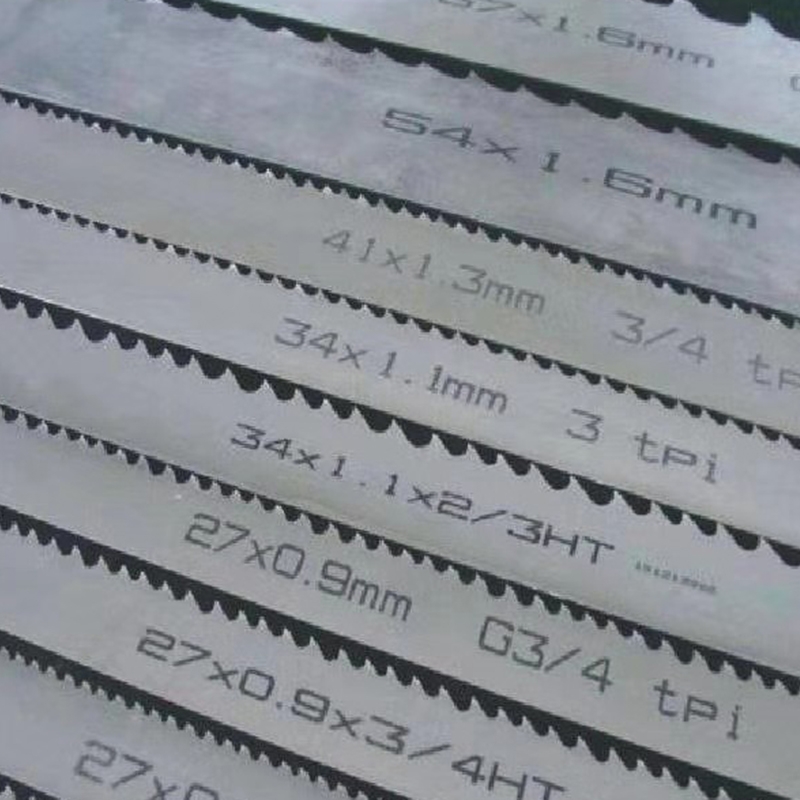
一是选择规格。
选择带锯规格,即宽度,厚度,长度。常用的厚度和宽度有:13×0.65,19×0.9,27×0.9,34×1.1,41×1.3,54×1.6,67×1.6。而且长度一般是根据所用锯机来定的。

二质量选择。
材料不同,切割难度也不同。带锯条的质量根据材料的硬度、粘性等要求而有所不同。建议普通材料采用45#,45Cr,35CrMoV带锯626系列。对不锈钢、模具钢及其它硬度或粘度较大的材料,所用带锯条具有良好的抗磨性、化学稳定性和压力性。
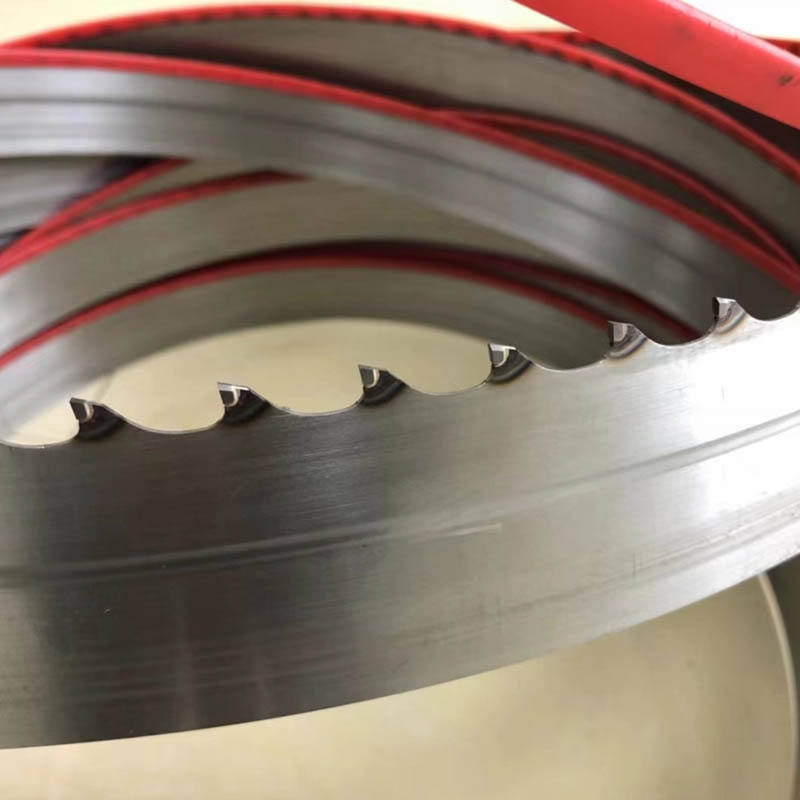
三选择三个齿距。
当选用带锯条时,带锯条的锯齿和齿距也很重要,如果齿锯太大且齿数太少,就会切割不稳定,容易造成锯齿拉齿,崩裂。若齿锯太小,又容易引起锯屑堵塞现象,所以在切割较软的工件时,尽量使用粗锯齿。带锯条齿距的选择需要根据原料的规格尺寸,选择合适的带锯条齿距。