青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线
![]()
15851577835

青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线![]()
15851577835

联系人:吴经理
电 话:15851577835
传 真:13969696572
地 址:青岛即墨区环秀街道后东城工业区
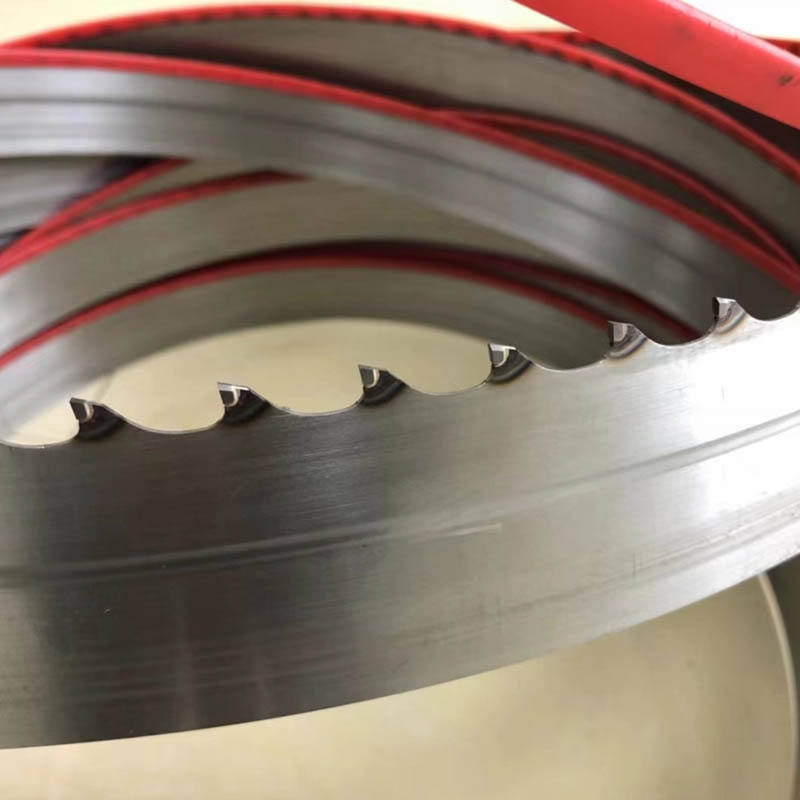
下面由带锯条厂家带您了解:
锯条裂开,首先要确定裂开位置,是齿部裂开或是锯背裂开,也有一点需要留意,裂开处是不是在电焊焊接出口处,若是电焊焊接出口处裂开,多由于电焊焊接操作过程中发生问题而造成,或者电焊焊接操作过程中操作步骤不正确或者主要参数调整关键点上出現了问题。发生这些问题,需立即向供应方寻找解决方法。
齿部裂开,普遍有下列一些层面:
1、带锯条的齿形受磨擦
查验数控锯床上动轮两边铝合金块是不是过度挨近齿沟,并开展调节。
2、铣面受阻
锯轮里边的锯的屑沫要消除整洁,锯的屑沫残余在齿沟中,或被送到锯轮上停留,锯条与之不断触碰磨擦等问题会造成齿部裂开。
3、齿形挑选不合理
依据所切原料的样子、直徑尺寸以及特点等挑选合理的齿形。
4、金属切削液量过小或过稀导致制冷不合理
适度调节压力,提升金属切削液浓度值
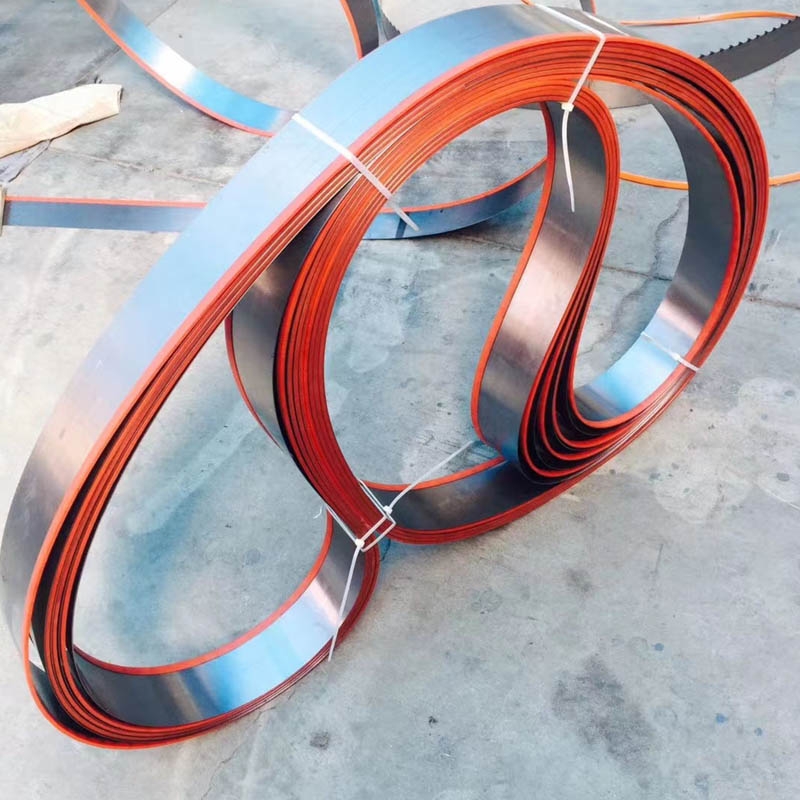
锯条的几类裂开状况剖析
5、走刀过大
适度调节切削速度,降低齿沟负荷,也是防止齿沟裂开的一要素。
造成锯背裂开又有哪些方面呢?
1、带锯条张力距过大
锯条安裝后须查验支撑力是不是适合,张紧力约为300N/mm2。假如锯条承受力过大便会造成初期裂缝的造成,需将锯轮支撑力调节到正常的情况。
2、数控锯床皮带轮的危害
A.皮带轮外圆面、内圆面的损坏,也会导致带锯条齿部、后背裂痕。
B.皮带轮的轮肩与锯背间隔一般应调节在0.3-1mm的空隙。锯条后背与边缘干预,非常容易导致后背裂痕。
C.数控锯床的主、从动轮的平面度欠佳,也会导致带锯条歪曲运行,产生初期疲惫缎带。
3、导向性块有损坏缺点或被卡住
锯条的几类裂开状况剖析
立即更改或拆换导向性块。
4、导向性臂间隔过大
导向性臂间隔要依据所被削原材料的总宽挑选,导向性臂间隔比被钻削资料的间距宽约40mm为宜。间隔过宽,锯条在内应力功效下非常容易裂开或断带。
5、降低工作压力、齿形的挑选、金属切削液浓度值、数控锯床自身主要参数对锯背都是有危害。