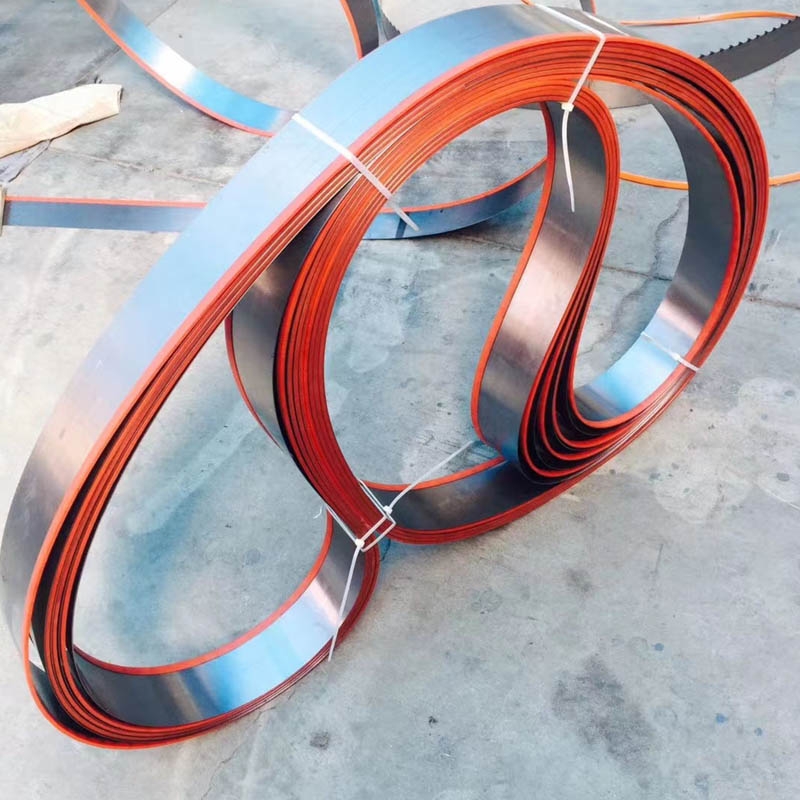
青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线
![]()
15851577835

青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线![]()
15851577835

联系人:吴经理
电 话:15851577835
传 真:13969696572
地 址:青岛即墨区环秀街道后东城工业区
1、 机型的选择很重要:
卧式锯加工的质量,锯条的寿命与机型的选择至关重要,若只加工250mm宽以下的板材,请一定选择250型机,不要选250以上机型。
因为锯夹子靠木材越近,木材加工的质量越高越稳定,使用时间也可以更长,速度也可达到快。
如果两锯夹子之间的距离越宽,木材加工过程当中锯口扭曲越大,造成跑弯的机率越高,而扭曲跑弯对锯条负荷加大,造成锯条断裂。
2、 锯条、锯板有弯,起波浪:
① 主要原因是锯条生产不合格;
② 齿距和角度与所锯的木材不相符;
③ 锯条不锋利;
④ 锯夹子更换或调整。
3、 带锯条寿命短、容易裂纹(除机型不符原因外):
① 锯条钢板质量差是主要原因;进口特种钢带,伸拉强度明显比国产低端钢带高,使用寿命长。
② 齿距小与角度,跟所锯的木材不相符,木材要求齿距小、前角小,反之木材软,要求齿距大,前角大;
③ 锯条不锋利,超负荷使用,要勤磨轻磨,让锯条始终保持锋利;
④ 速度过快,锯条只能用80%的负荷切割,比如切割速度为10米/分,嗓音明显变大,说明负荷超大,应该降为8米/分;
⑤ 跑锯的原因造成,锯条在木材里面扭曲,势必加大锯条的负荷,造成裂。
⑥ 每个齿有裂缝证明锯条的涨度过大,隔段裂证明后背不正。后背裂证明锯机有问题。

4、 锯木头有嗒嗒声:锯条前角过大,切削量过大,调整磨齿机磨齿的角度,把前角重新修磨。
5、 锯木头粗糙:前角过大,齿距过大,锯条的生产设备不精,误差大。
6、 锯木头冒烟:齿距过小,角度不符,木屑排不出来,木屑与锯条严重挤压摩擦造成。
通常前角为0°~4°的带锯条适合切削较硬的金属材料。如铸铁、工具钢、轴承钢等。前角为6°~9°的带锯条适合切削朔性好的材料。如普通碳素钢、良好碳素钢等。
根据要锯切材料的材质和截面外形要选用不同规格的带锯条。
一、带锯条的选用:
在金属切割加工中,因为周边环境的影响使母机产生振动,从而导致带锯条崩齿,当金属材料因为内部含有杂质,锯带在正常切割中溘然碰到硬点,从而导致带锯条崩齿
2、 母机、材料对锯条寿命的影响:
锯带断裂的原因通常为背不疲惫。它主要由张紧力过大、锯臂导向进口聚变等引起。崩齿、偏锯一般是由切削选择前提不当产生的。如进给量过大等。
1、 木工合金带锯条在使用中影响其寿命的主要原因有断裂、崩齿、偏锯等。

二、影响锯条寿命的主要原因:
1、 切削时带锯条要在金属切割液充分冷却下进行。正常状态切屑应呈卷曲状、不发蓝,对不同的材料及不同的截面外形要选用不同的切削速度、进给速度及不同齿型的带锯条。
2、 通常锯条在磨合期的切削速度为正常速度的1/3~2/3,磨合期内的进给量也小于正常切削的进给量,一般取正常的1/4~1/3。磨和期限一般以切割(φ100)5~10锯为宜。
锯条的初期使用为磨合期,需要在切割材料长进行。
三、带锯条的使用:
四、 双金属带锯条是由齿部坚硬的高速钢和高韧性的背部合金钢经电子束焊接而成。广泛用于金属、非金属及有色金属的切割。是目前机械加工中应用广泛、效率较高、本钱低廉的切割工具。