青岛钢本翌精密刀锯有限公司
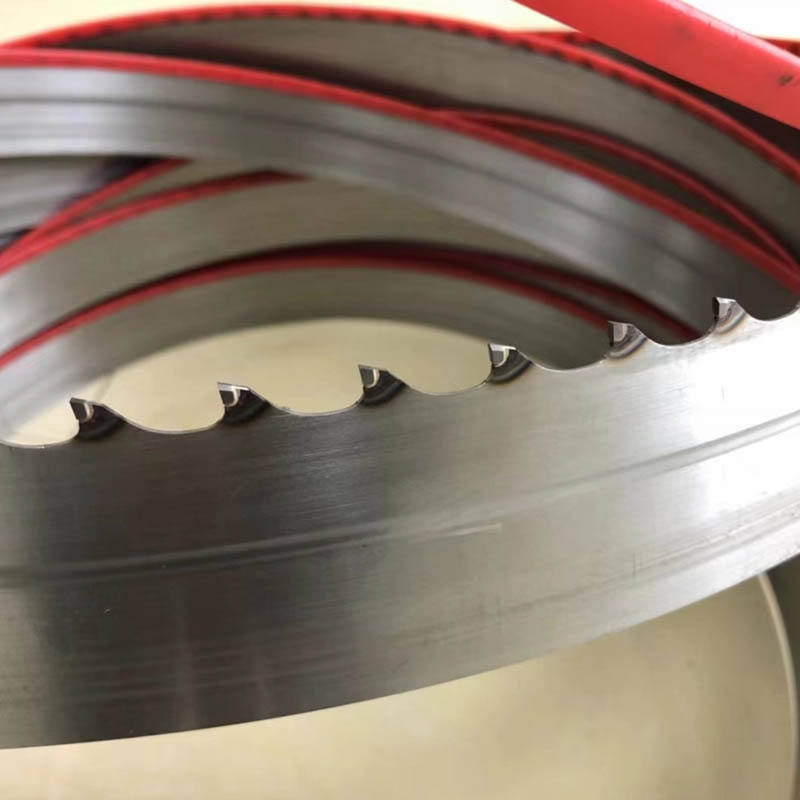
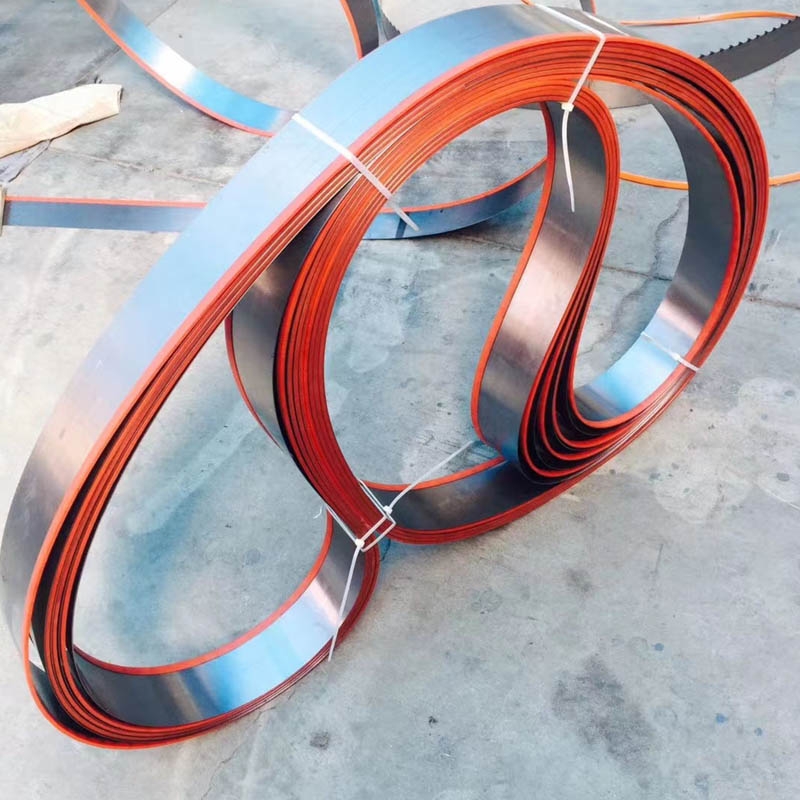
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线
![]()
15851577835

青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线![]()
15851577835

联系人:吴经理
电 话:15851577835
传 真:13969696572
地 址:青岛即墨区环秀街道后东城工业区
常见故障
断面粗糙不平1.齿部钝化,齿尖受损 1.更换新带2.进给速度不当 2.调节速度3.导向臂、工件位置不当3.调节工件、导向臂4.张力不当 4.调节张力5.选齿不当 5.根据工件大小、形状选齿6.冷却不充分 6.多加冷却液
振 动1.进给速度不当 1.调节速度、进给2.选齿不当 2.根据工件大小、形状选齿3.张力不当 3.调节张力4.工件未夹紧 4.夹紧工件5.液压系统不稳定 5.检修设备锯齿过早

钝化1.磨合不当 1.注意新带磨合,适当减小进给2.工件太硬 2.检查工件加工条件选择正确的锯带3.速度太快、进给过大 3.调整速度、进给4.进给过小 4.加大进给,注意切屑成形5.冷却不足 5.选择冷却液6.工件夹杂硬块 6.检验工件硬度7.选齿不当 7.根据工件情况选齿8.齿 向装反 8.重新装带9.张力太小 9.调节张力10.锯架上升不到位 10.重新调整锯架上升11.新带切旧口 11.避开旧切口
锯带呈直线断裂1.张力太小 1.调整张力2.速度太快 2.调节速度减少锯带负载3.导向损坏 3.检查导向块及时更换4.锯带与法兰严重磨擦 4.调整锯轮5.选带不当 5.根据工件情况选带6.进给太大 6.调节进给量7.冷却不当 7.使用正确的切屑液8.开机时锯带直接与工件接触 8.锯带与工件在开机前至少保持适当距离9.导向块夹得太紧 9.调整导向块10.工件夹紧不当 10.调整虎钳

锯带呈不规则断裂
1.安 装时扭曲过大 1.调整锯床2.工件松动 2.调整虎钳,夹紧工件
打齿、断齿1.工件小而锯齿太大 1.根据工件情况选择齿距2.工件大而锯齿太小 2.减少进给3.速度太慢 3.加快速度4.进给太猛 4.正确选择下刀位置5.切边或切尖角 5.避免用新带切旧口6.锯带卡壳、工件松动