青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线
![]()
15851577835

青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线![]()
15851577835

联系人:吴经理
电 话:15851577835
传 真:13969696572
地 址:青岛即墨区环秀街道后东城工业区

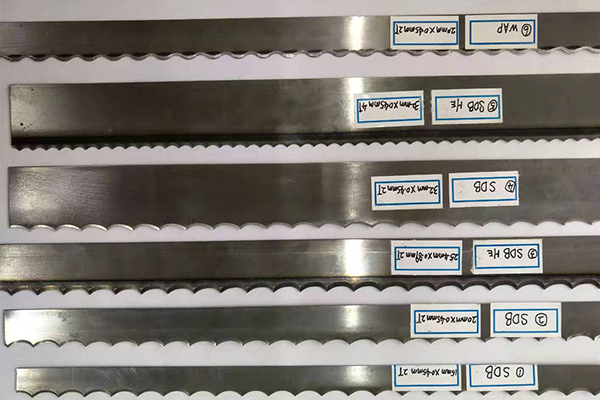
双金属带锯条“规格表”中标明的“匹配齿形”栏目中的表达式有:1.4/2.0、2/3、0.75/1.25、3、4、6等。这些表达式中东营不锈钢带锯条的数字表示1英寸(25.4mm)长度内所含有的齿数。对于“等齿”如:3、4、6齿,分别表示1英寸长度内含有3、4、6个锯齿,将齿距换算成公制单位分别为8.4mm、6.35mm、4.2mm。表中的1.4/2.0、2/3是“变齿”齿形的表达式。如2/3齿形,不锈钢带锯条批发是多个齿距组合成一个“循环齿距”,其中齿距为2齿齿距(12.7mm),齿距为3齿齿距(8.4mm)。其余还有过度齿,过度齿的齿距介于2齿齿距和3齿齿距之间。以此类推,构成了多种“等齿”和“变齿”齿形。
锯切产生的切屑,应采用钢丝刷同步清洗干净,但是普通的合金带锯条很难对其加工,这是为什么呢?下面就给大家总结高温合金带锯条难加工的四大原因加工的材料高温强度高,加工硬化的倾向大,不锈钢带锯条批发一般用镍基高温合金的单位来进行切削的力度会比中碳合金钢高50%;加工之后的工件表面层的加工硬化以及残留应力大,硬化程度会更加高。2、导热性差,东营不锈钢带锯条的导热系数大约是45钢的1/5~1/2,所以它的切削温度就会高;对带锯条的粘结倾向大,在对高温的合金进行加工时易产生积屑瘤,使切削出现不稳定,就会影响到加工表面质量;

切削时带锯条要在金属切割液充分冷却下进行。正常状态切屑应呈卷曲状、不发蓝,对不同的材料及不同的截面外形要选用不同的切削速度、进给速度及不同齿型的带锯条。推荐不锈钢带锯条通常锯条在磨合期的切削速度为正常速度的1/3~2/3,磨合期内的进给量也小于正常切削的进给量,一般取正常的1/4~1/3。磨和期限一般以切割(φ100)5~10锯为宜。东营不锈钢带锯条锯条的初期使用为磨合期,需要在切割材料长进行。
木工带锯条现主要应用于木材加工行业,使用方便,使用更加环保,且硅材料的切割面十分平整。下面给大家具体介绍一下木工带锯条的10大热处理的操作方法及目的:不锈钢带锯条批发退火操作方法:将钢件加热到Ac3 30-50度或Ac1 30-50度或Ac1以下的温度(可以查阅有关资料)后,一般随炉温缓慢冷却。推荐不锈钢带锯条目的:1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。

卧式锯加工的质量,合金带锯条的寿命与机型的选择至关重要,若只加工250mm宽以下的板材,请一定选择250型机,不要选250以上机型。因为锯夹子靠木材越近,木材加工的质量越高越稳定,使用时间也可以更长,速度也可达到很快。如果推荐不锈钢带锯条两锯夹子之间的距离越宽,木材加工过程当中锯口扭曲越大,造成跑弯的机率越高,而扭曲跑弯对锯条负荷加大,造成锯条断裂。不锈钢带锯条批发锯条、锯板有弯,起波浪:主要原因是锯条生产不合格;齿距和角度与所锯的木材不相符; 锯条不锋利;锯夹子更换或调整。


