青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线
![]()
15851577835

青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线![]()
15851577835

联系人:吴经理
电 话:15851577835
传 真:13969696572
地 址:青岛即墨区环秀街道后东城工业区

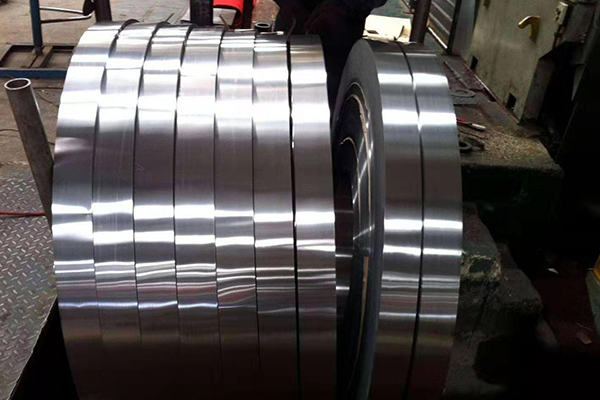
切削时带锯条要在金属切割液充分冷却下进行。正常状态切屑应呈卷曲状、不发蓝,对不同的材料及不同的截面外形要选用不同的切削速度、进给速度及不同齿型的带锯条。优质带锯条通常锯条在磨合期的切削速度为正常速度的1/3~2/3,磨合期内的进给量也小于正常切削的进给量,一般取正常的1/4~1/3。磨和期限一般以切割(φ100)5~10锯为宜。江苏带锯条锯条的初期使用为磨合期,需要在切割材料长进行。

使用者都知道带锯条使用一段时间后会钝,产生切割不顺畅的现象,在工件上形成的切锯面非常粗糙与不规则,因此就需要修磨锯齿了,现在带锯条厂家教大家一种将带锯条磨锋利的简单的方法。首先根据石墨切割机锯条锯齿的类型,简单测量一下锯齿形状的曲线大小,到卖模具配件刀具的经营店,买大小合适于锯具形状曲线的刚玉小磨头,磨头的直径通常在3毫米至6毫米之间大小合适的。优质带锯条磨头的形状只买圆柱状或毛笔头形状的这两种都可以。将合适锯齿形状曲线的小磨头放在带锯条第的锯齿上,观察磨头直径大小是否符合锯齿形状曲线,带锯条厂家是否能磨削出锯齿的前角?只买适合自然磨出锯具形状曲线的刚玉小磨头。磨头的硬度要选择硬的。这种小磨头的价格非常便宜。
如果出现木工带锯条在运转时前后窜动,那就是木工带锯条窜条了,那么产生的原因是什么呢?1,后背不齐,压条时应该严格使用后背尺,确保后背尺的三个点都触及锯条后背。标准的锯条,后背不允许有弯曲现象。2,优质带锯条锯条开裂,由于锯条开裂,破坏了锯条的平直度,发生窜条。3,带锯条厂家锯轮故障,由于锯轮运行不平稳,产生窜条。

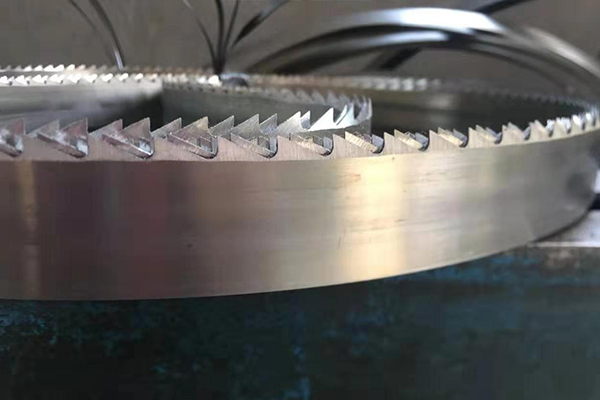
优点:勾齿的前角一般为3—10°,在切割工件时,锯条自身能产生附加的进给压力,前角越大,这个附加进给压力就越大;而切削力越大,这个附加压力也越大。从而为锯条背边减压,有效地保护了锯条的背边受损,延长了锯条寿命。采用小进给压力和适中的线速度切割会有效地提高工作效率。优质带锯条缺点:不适宜大进给压力和高速切割。带锯条厂家适用范围:勾齿等齿和勾齿变齿是标准齿的改进,合理的选择使用勾齿型双金属带锯条将提高锯割效率和节省锯条,降低成本
锯带断裂的原因通常为背不疲惫。它主要由张紧力过大、锯臂导向进口聚变等引起。崩齿、偏锯一般是由切削选择前提不当产生的。如进给量过大等。优质带锯条在使用中影响其寿命的主要原因有断裂、崩齿、偏锯等。在金属切割加工中,因为周边环境的影响使母机产生振动,从而导致带锯条厂家带锯条崩齿,当金属材料因为内部含有杂质,锯带在正常切割中溘然碰到硬点,从而导致带锯条崩齿


