青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线
![]()
15851577835

青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线![]()
15851577835

联系人:吴经理
电 话:15851577835
传 真:13969696572
地 址:青岛即墨区环秀街道后东城工业区

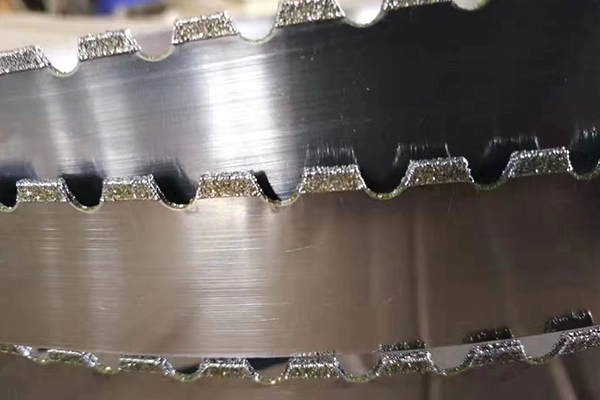
1.双金属带锯条是由高速钢和合金弹簧钢经真空电子束焊接后,再经过一系列冷、热加工工序制造的复合锯切下料工具.双金属带锯条是靠张紧于带锯床两个主、从动轮上,作扭转45°~90°的环行运动.在实际使用中,该东营大理石切割机锯条处于周期性的拉伸、冲击、弯曲以及扭转复杂应力状态,此外,还处于含6%HC-1锯床切削乳化剂水溶液中,服役条件恶劣,因此要求双金属带锯条的刃尖切削与耐磨性能好,基体强度与抗疲劳性能高.今年,专业大理石切割机锯条曾发生小批量质量问题,即在基体表面过早地出现疲劳裂纹.为此,对合金带锯条基体表面裂纹的形成原因进行了检测分析.
双金属带锯条“规格表”中标明的“匹配齿形”栏目中的表达式有:1.4/2.0、2/3、0.75/1.25、3、4、6等。这些表达式中东营大理石切割机锯条的数字表示1英寸(25.4mm)长度内所含有的齿数。对于“等齿”如:3、4、6齿,分别表示1英寸长度内含有3、4、6个锯齿,将齿距换算成公制单位分别为8.4mm、6.35mm、4.2mm。表中的1.4/2.0、2/3是“变齿”齿形的表达式。如2/3齿形,大理石切割机锯条厂家是多个齿距组合成一个“循环齿距”,其中齿距为2齿齿距(12.7mm),齿距为3齿齿距(8.4mm)。其余还有过度齿,过度齿的齿距介于2齿齿距和3齿齿距之间。以此类推,构成了多种“等齿”和“变齿”齿形。

木工带锯条的基体质量的好坏会影响其使用寿命,下面小编就此问题,为大家作出解释:木工带锯条基体的疲劳断口形貌观察以及能谱分析结果表明,基体表面存在着含Mg,Si,Cu和S元素的A1203和Fe203复合氧化物夹杂组成的微凹坑,是专业大理石切割机锯条表面裂纹形成的主要原因。表面微凹坑的产生,可能是基体合金在炼钢中使用的脱氧剂、大理石切割机锯条厂家保护渣或热轧过程中产生的氧化物等夹杂残留于基体中,随后怜车时,由于夹杂物与基体之间热膨胀系数相差较大以及界面结合力不强,导致变形不协调,结果在钢带表面产生了微凹坑缺陷。

在正常切割工件前,磨合这个步骤是非常重要的,带锯条要想用的久一定要经过一段时间的磨合。那么,新带锯条磨合注意事项有哪些呢?新锯条使用一定要进行磨合,这关系到锯条的使用寿命。未经磨合的锯条使用寿命达不到锯条正常使用寿命的一半。东营大理石切割机锯条首刀要慢慢进给,切入材料20mm后,无异常状况后逐渐调整到正常切削率的50%左右,专业大理石切割机锯条再逐步进入正常的锯切状态。切削时注意检查锯屑,过细,粉状锯屑意味着进给压力太小,容易造成锯齿过早磨损。不要在没有检查锯屑粗细和颜色时加大锯速。使用新带锯条切削液,根据锯切材质选择浓度,以延长使用寿命。

有用户反映,在使用木工带锯条时会出现精度偏差的现象,那么是什么原因造成木工带锯条锯切的精度有偏差呢?锯床导向臂的导向角夹持的锯条与锯床工作台不垂直。解决方法:安好锯条,调整锯导向角的螺栓,使锯条与工作台面垂直。带锯条可能松了,涨紧锯条。东营大理石切割机锯条有可能磨损。解决方法:如果锯条有修复价值可以修理,如果没有的话就更换锯条。带锯床下料速度进给太快,调整调速阀使进给速度慢一点。专业大理石切割机锯条锯床两导向臂之间距离太大,调一下导向臂的距离,一般比材大6-10厘米


