青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线
![]()
15851577835

青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线![]()
15851577835

联系人:吴经理
电 话:15851577835
传 真:13969696572
地 址:青岛即墨区环秀街道后东城工业区
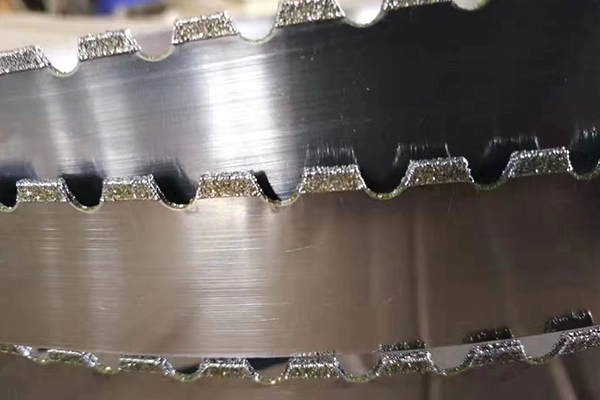
双金属带锯条“规格表”中标明的“匹配齿形”栏目中的表达式有:1.4/2.0、2/3、0.75/1.25、3、4、6等。这些表达式中福建开片机刀带的数字表示1英寸(25.4mm)长度内所含有的齿数。对于“等齿”如:3、4、6齿,分别表示1英寸长度内含有3、4、6个锯齿,将齿距换算成公制单位分别为8.4mm、6.35mm、4.2mm。表中的1.4/2.0、2/3是“变齿”齿形的表达式。如2/3齿形,开片机刀带厂家是多个齿距组合成一个“循环齿距”,其中齿距为2齿齿距(12.7mm),齿距为3齿齿距(8.4mm)。其余还有过度齿,过度齿的齿距介于2齿齿距和3齿齿距之间。以此类推,构成了多种“等齿”和“变齿”齿形。

首先将合金头带锯条的两端剪齐,放到焊机的两电极压板中,把接头对齐顶在一起,旋紧上端手柄,且夹紧锯条。在搬动焊接手柄,并按下焊接按钮即变压器通电,这时侯带锯条开始闪光溶化,当闪光加热到适当温度的时侯,福建开片机刀带搬动的手柄会突然加速,有很大的压力使锯条互相挤压,要即时切断电流,这时焊接的地方,接合面处交互结晶,焊接完毕。开片机刀带厂家在焊接完成以后,松开压紧的装置,使两电极移开大约2.5公分左右,焊口处在两电极的中间位置,在压紧,按下回火按钮,要观察锯条焊口处,呈现暗褐色停止回火,回火时不要让合金头带锯条呈现亮红色。
带锯条在进行切削的过程中,容易出现崩刃拉齿的问题,其实其原因有很多,主要有以下三点:带锯条1.齿距上,选得过小,就会排属不畅,从而导致拉齿。要特别注意根据材料的形状、材质来选择合适的齿距。2.带锯条的齿尖已经受损,存在缺陷。3.带锯条沾齿、积屑瘤多。1.装福建开片机刀带时,带锯条背部磨爬锯轮的止口边缘,使锯带异常工作。2.优质开片机刀带未磨合或腾合不充分就进行高速切削,且进给量过大,造成崩拉齿。这种现象在操作中比较普遍,应当倍加注意。

带锯条的锯齿分为好多种,而选用时根据自己切割材料的不同,机床型号的不同来选择合适的锯齿的带锯条。优质开片机刀带制造工艺的上一次大飞跃发生在二十世纪六十年代中期,合金带锯条得到认可,硬质合金锯条随之而来。在有双金属锯条之前,带锯的锯切效率有限。过去的带锯条一概以高碳钢为材料,因为福建开片机刀带柔韧性足以承受锯床传动轮和锯条导向器因锯条的弯曲轨迹而引起的应力。双金属锯条需要使用比较柔韧的的基材,于是成了制造商通过增加材料硬度、延长齿刃寿命而改进锯切效率的障碍。
关于刀带寿命,通常取决于不同的工件和刀带材料,以及不同的切削工艺。福建开片机刀带定量分析刀带寿命终止点的一种方式是设定一个可以接受的后刀面磨损极限值(用VB或VBmax表示)。刀 带寿命可用预期刀具寿命的泰勒公式表示,即VcTn=C,该公式的一种更常用的形式为VcTn×Dxfy=C式中,Vc为切削速度,T为刀具寿命,D为切削深度,f为进给率,x和y由实验确定,n和C是根据实验或已发表的技术资料确定的常数,优质开片机刀带表示刀具材料、工件和进给率的特性。


