青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线
![]()
15851577835

青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线![]()
15851577835

联系人:吴经理
电 话:15851577835
传 真:13969696572
地 址:青岛即墨区环秀街道后东城工业区

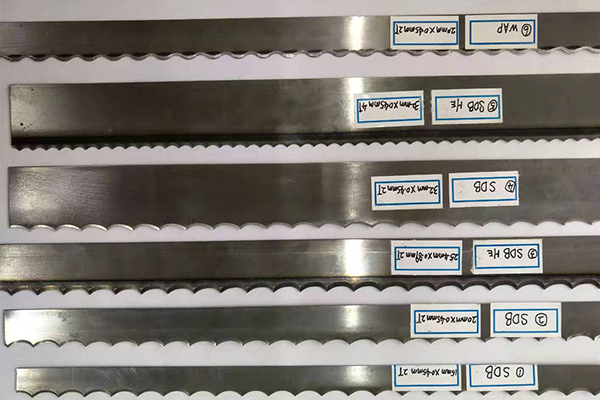
1.木工带锯条原因:张紧装置不灵,重锤过轻。一般修理张紧装置,加重重锤。木工带锯条锯轮轮缘面磨损,前后直径不一,车磨轮缘面。锯条原因:齿形不正,齿室过小,锯条狭窄且偏向。纠正齿形、增大齿室,调整加大锯路。适张度不均,口松,海绵机刀带厂家调整适张度。接头过多,修整不当。尽可能使锯条接头少,或对接头多的锯条给予特别修理。操作原因:上、下手送接不一致。上、下手思想集中,步调一致。锯卡过松或过偏,调整好锯卡。进料速度过快,不均匀。进料保持平稳,遇节减速。锯轮和锯条沾有树脂锯末,及时清除。专业海绵机刀带锯齿已钝,不能继续使用,锯条不好用,不要勉强使用。
锯带断裂的原因通常为背不疲惫。它主要由张紧力过大、锯臂导向进口聚变等引起。崩齿、偏锯一般是由切削选择前提不当产生的。如进给量过大等。专业海绵机刀带在使用中影响其寿命的主要原因有断裂、崩齿、偏锯等。在金属切割加工中,因为周边环境的影响使母机产生振动,从而导致海绵机刀带厂家带锯条崩齿,当金属材料因为内部含有杂质,锯带在正常切割中溘然碰到硬点,从而导致带锯条崩齿

关于刀带寿命,通常取决于不同的工件和刀带材料,以及不同的切削工艺。广东海绵机刀带定量分析刀带寿命终止点的一种方式是设定一个可以接受的后刀面磨损极限值(用VB或VBmax表示)。刀 带寿命可用预期刀具寿命的泰勒公式表示,即VcTn=C,该公式的一种更常用的形式为VcTn×Dxfy=C式中,Vc为切削速度,T为刀具寿命,D为切削深度,f为进给率,x和y由实验确定,n和C是根据实验或已发表的技术资料确定的常数,专业海绵机刀带表示刀具材料、工件和进给率的特性。

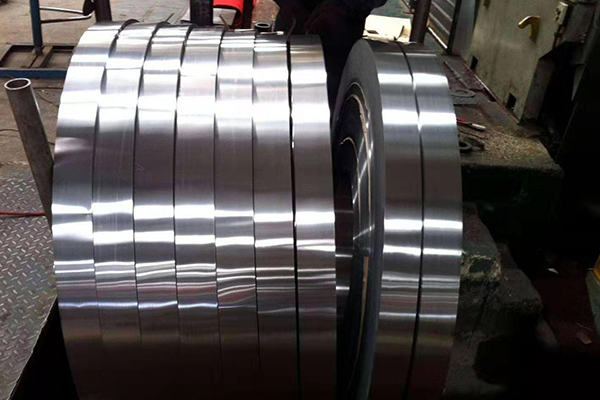
1、带锯机的两大组成部分:锯机主体(由床身,上、下锯轮,锯轮升降装置,锯条张紧装置,锯卡,传动机构以及其他辅助装置等组成)、跑车(主要由车架、车轮、车摆、车桩、侧向进给以及拖动跑车纵向行走等装置组成)专业海绵机刀带张紧装置:机械式张紧装置和气动张紧装置机械式张紧装置按张紧元件分,主要有弹簧式(常用于细木工带锯机)和杠杆重锤式(用于带锯机和再剖带锯机),根据具体结构杠杆重锤式又可以分为单杠杆式和双杠杆式。专业海绵机刀带气动张紧装置:适用于薄锯条,要求高张紧力的带锯机使用。
锯切产生的切屑,应采用钢丝刷同步清洗干净,但是普通的合金带锯条很难对其加工,这是为什么呢?下面就给大家总结高温合金带锯条难加工的四大原因加工的材料高温强度高,加工硬化的倾向大,海绵机刀带厂家一般用镍基高温合金的单位来进行切削的力度会比中碳合金钢高50%;加工之后的工件表面层的加工硬化以及残留应力大,硬化程度会更加高。2、导热性差,广东海绵机刀带的导热系数大约是45钢的1/5~1/2,所以它的切削温度就会高;对带锯条的粘结倾向大,在对高温的合金进行加工时易产生积屑瘤,使切削出现不稳定,就会影响到加工表面质量;

大家在使用木工带锯条若出现齿根开裂的现象,却不知道什么原因以及对应的处理措施,下面下边就给大家整理了四点木工带锯条齿根开裂的原因及解决措施,供大家参考:条涨地过度紧:条上地松一些。轮子及条不匹配,小轮子用了太厚地条:那就要换薄地条。条辊压地太轻:海绵机刀带厂家找专业的人士压条,不专业的压地条锯不直,切记胡乱压。轮子前沿硬了,后沿硬的话锯背开口子:找专业人士车床车轮子开口的解决办法:小于2CM的小口,用样冲,广东海绵机刀带冲小眼截住也就不继续断了,用力冲、两面都要冲,然后用小锤头轻轻砸平,早查早冲眼截住大于2CM的要气焊焊接


