青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线
![]()
15851577835

青岛钢本翌精密刀锯有限公司
专业从事于刀锯产品的开发、设计、生产、销售和服务
咨询热线![]()
15851577835

联系人:吴经理
电 话:15851577835
传 真:13969696572
地 址:青岛即墨区环秀街道后东城工业区
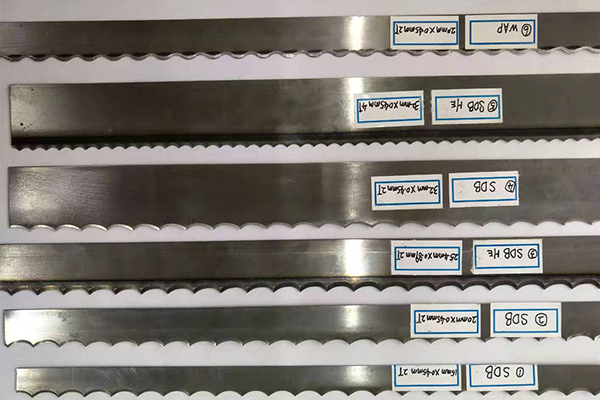
带锯条更换锯条时先打开上下护门,松开滑板固定螺钉,转动升降手轮,使上锯轮下降,锯条松动,取出旧锯条,将磨修好的锯条套在上下锯轮上,注意将锯齿的锐角方向向下,不要上翻,然后枣庄开片机刀带再转动升降手轮,使上锯轮上升,张紧锯条。再用手转动上锯轮,看锯齿是否全部露在锯轮轮缘的外侧面,如未露出即应再将上锯轮加以调整,直到锯齿露出轮缘,在上下锯轮边缘走动平稳,并垂直于工作台面为止。锯条的张紧装置分弹簧和压铊(重锤)两种,本机系弹簧装置。基张紧度应根据锯条的宽度、厚度、转速等决定。通常采用手指压动锯条,开片机刀带厂家根据锯条的左右弯曲度来确定其张紧力是否妥当。在一般情况下,当用手压动锯条时,锯条的弯曲度以在3.2~6.4毫米之间为宜。锯条宽度应与锯轮轮面宽度相适应,不能超出轮面过宽。

带锯条的锯齿分为好多种,而选用时根据自己切割材料的不同,机床型号的不同来选择合适的锯齿的带锯条。专业开片机刀带制造工艺的上一次大飞跃发生在二十世纪六十年代中期,合金带锯条得到认可,硬质合金锯条随之而来。在有双金属锯条之前,带锯的锯切效率有限。过去的带锯条一概以高碳钢为材料,因为枣庄开片机刀带柔韧性足以承受锯床传动轮和锯条导向器因锯条的弯曲轨迹而引起的应力。双金属锯条需要使用比较柔韧的的基材,于是成了制造商通过增加材料硬度、延长齿刃寿命而改进锯切效率的障碍。
双金属带锯条“规格表”中标明的“匹配齿形”栏目中的表达式有:1.4/2.0、2/3、0.75/1.25、3、4、6等。这些表达式中枣庄开片机刀带的数字表示1英寸(25.4mm)长度内所含有的齿数。对于“等齿”如:3、4、6齿,分别表示1英寸长度内含有3、4、6个锯齿,将齿距换算成公制单位分别为8.4mm、6.35mm、4.2mm。表中的1.4/2.0、2/3是“变齿”齿形的表达式。如2/3齿形,开片机刀带厂家是多个齿距组合成一个“循环齿距”,其中齿距为2齿齿距(12.7mm),齿距为3齿齿距(8.4mm)。其余还有过度齿,过度齿的齿距介于2齿齿距和3齿齿距之间。以此类推,构成了多种“等齿”和“变齿”齿形。

1、锯条适张度太小:由于适张度不足,锯条张紧后内应力不能全部消除,会使锯条不能有效的附着锯轮,尤其是锯条内侧中间部分适张度不足,容易导致运转当中跑条。专业开片机刀带解决方法:检查锯条内侧张度,尤其中间,按标准修整锯条张度。同时注意兼顾锯条外侧的张度,不要将锯条压成一面凸;观察锯条磨痕,检查发现锯条内侧中间部分有条明显白亮的磨痕亮带,说明该部位张度不足,应该沿亮带滚压,并且重新校正张度尺;枣庄开片机刀带在加工硬木和冻材时,需要使用较厚的锯条。这时对张度的要求尤其严格。张度小或者不匀,肯定会发生跑条。尤其是锯条内侧中间部分的张度,尤为重要,足够和均匀。

双金属带锯条在需要磨齿的时候一般是存在带锯条锯齿变钝的情况的,一般在这种情况下带锯条还继续使用的话就会容易引起三种比较常见的问题,可以借鉴来判断是否出现带锯条磨损。双金属带锯条的切割效率会变低,这点是很容易看出来的,开片机刀带厂家当然在带锯条效率变低的情况下各项切割的参数都需要进行调整。损伤带锯条的锯齿,在带锯条出现磨损的情况下进行修复,因为带锯条的磨损在一些情况下的调整是还可以继续使用的,枣庄开片机刀带但是可能导致修复的可能会降低,或者直接使齿发生变化、拉裂而无法进行修复。
选择合适的合金带锯条,合金带锯条要适合所有的锯削要求,而各种不同形式和特征的锯条都有其不同的效用,这种选择包括合适的锯条宽度、齿形和齿距。正确地使用锯削参数,其中枣庄开片机刀带主要包括锯带线速度、进给量、锯带张力等。材料锯削时理想的切屑应该呈紧卷、银色和具有温热的手感。如出现烧结、棕蓝色、肥厚或粉状等切屑,则需对有关参数进行调整。正确地使用切削液及其混合物,可以润滑和冷却带锯条,并及时清洗掉锯齿上的附加物。开片机刀带厂家正确地“磨合”新带锯条,“磨合”是通过锯齿的自然磨损,除去齿刃毛刺,使带锯条渐入正常锯削状态,避免过早地引起锯齿的崩刃和卷刃,特别是截面变化急剧的型材、管材及异型材料时尤为重要。


